鋼筋切割鋸床加工時如果出現偏差,當出現這種情況我們如何排查找到原因,下面小編給您列舉一下:
一、兩導向臂之間距離太大,調一下導向臂的距離,一般比材大6-10厘米。
二、導向角里夾鋸床的小軸承可能損壞,更換小軸承就可以。
三、鋼筋切割鋸床下料速度進給太快,調整調速閥使進給速度慢一點。
四、導向臂的導向角夾持的鋸條與鋸床工作臺不垂直 :安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面垂直。
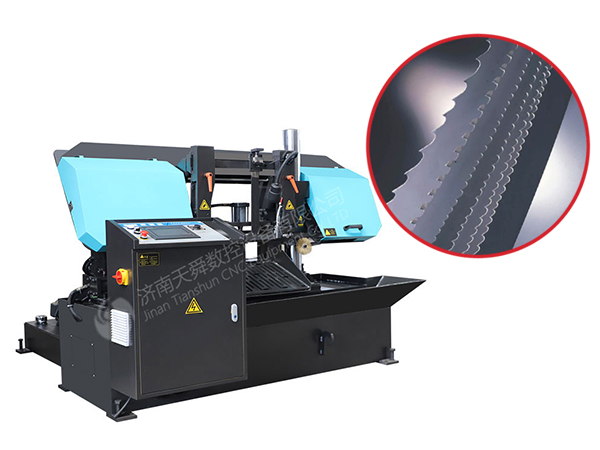
五、鋸條可能松了,漲緊鋸條。帶鋸條有可能磨損,如果鋸條有修復價值可以修理,也可直接更換鋼筋切割鋸床鋸條。



